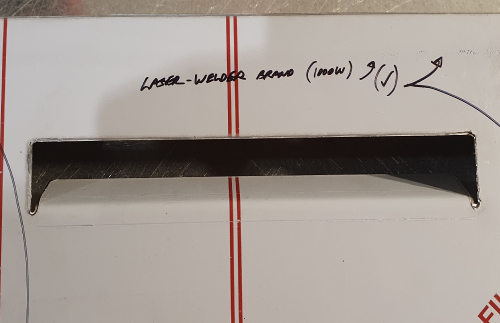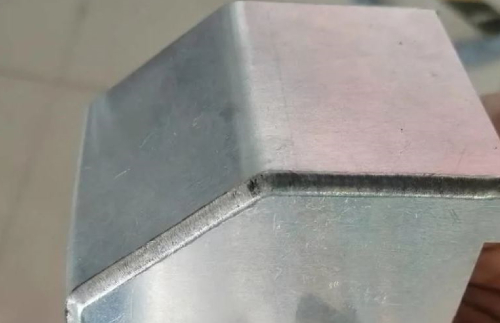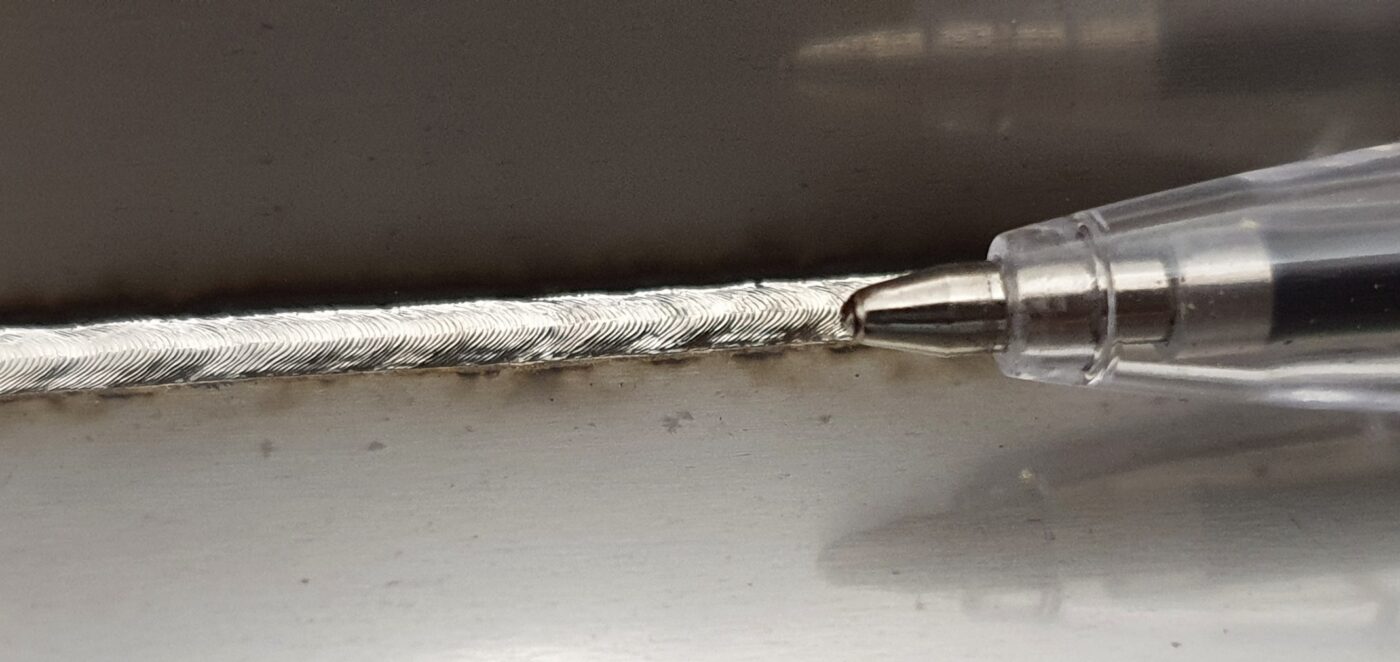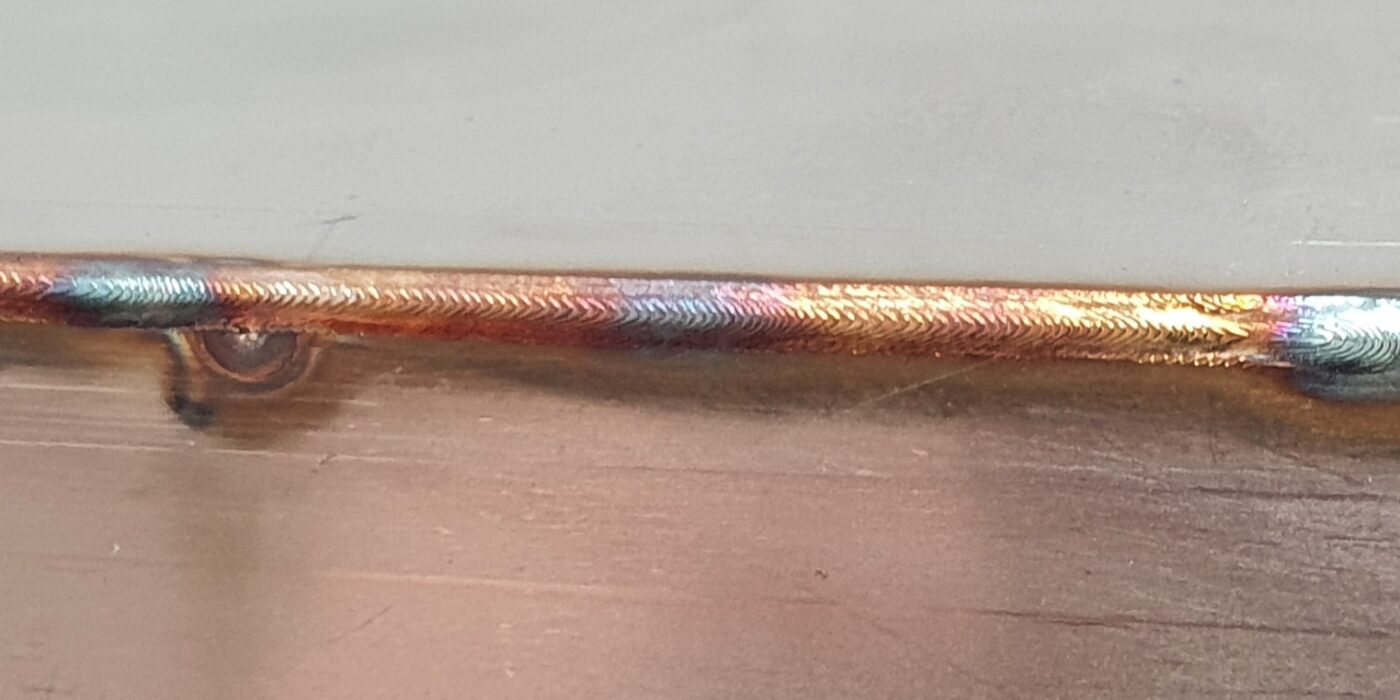

Laser welding Deliver Eze parcelbox zincanneal
Why buy from laser-welder.com. au?
We are the leader in high powered laser welders:
- We don’t just sell laser welders. We use lasers every day and are specialists in fibre lasers and laser welders.
- Our products are carefully selected based on our experience. Avoid the learning curve!
- Our prices are the best on the market.
- Money back guarantee if our units don’t do what we promise.
- Local support. We talk your language (in more ways than one).
- Practical experience and guidance on joint design, settings and safety.
- Free delivery in Melbourne. Low cost delivery to other locations.